




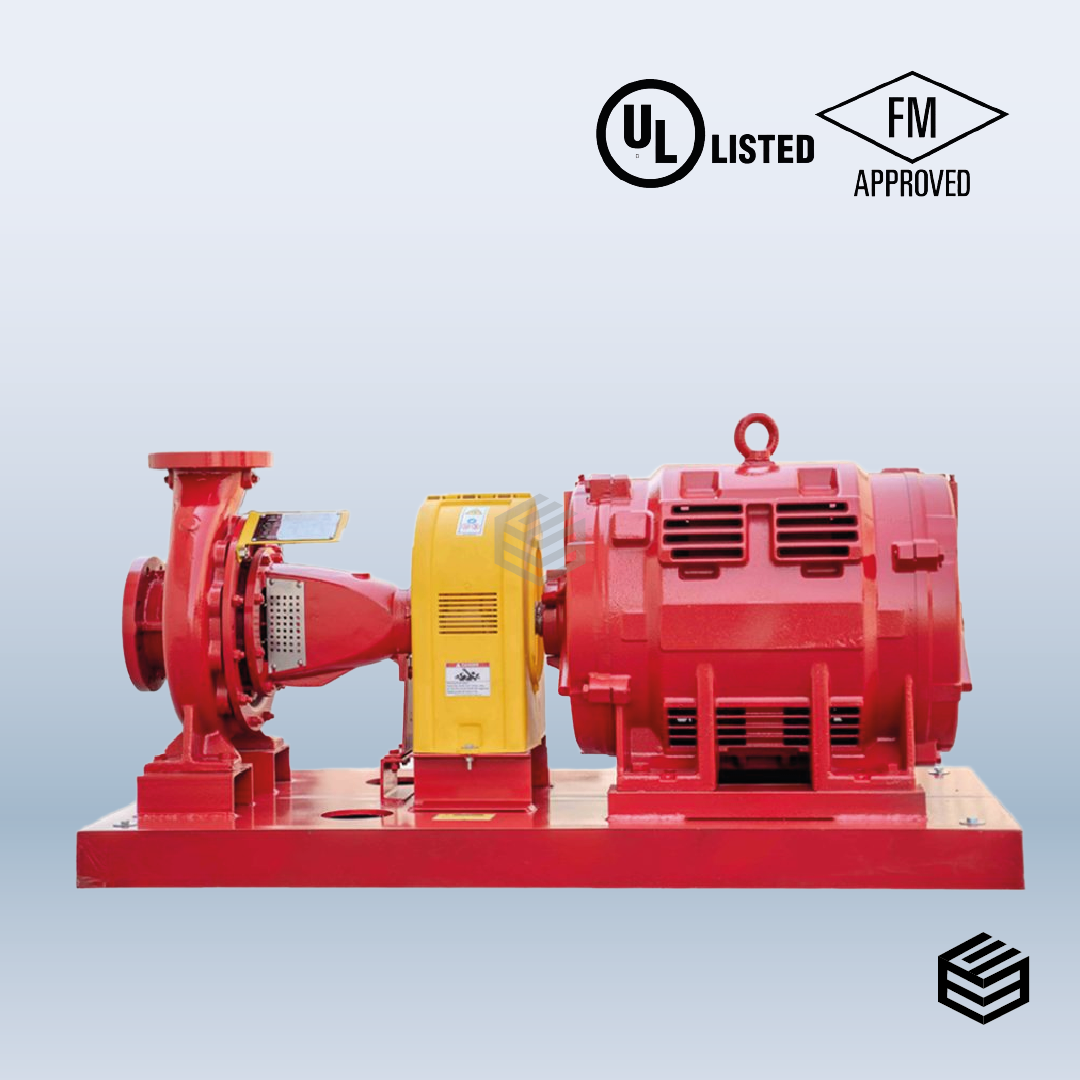

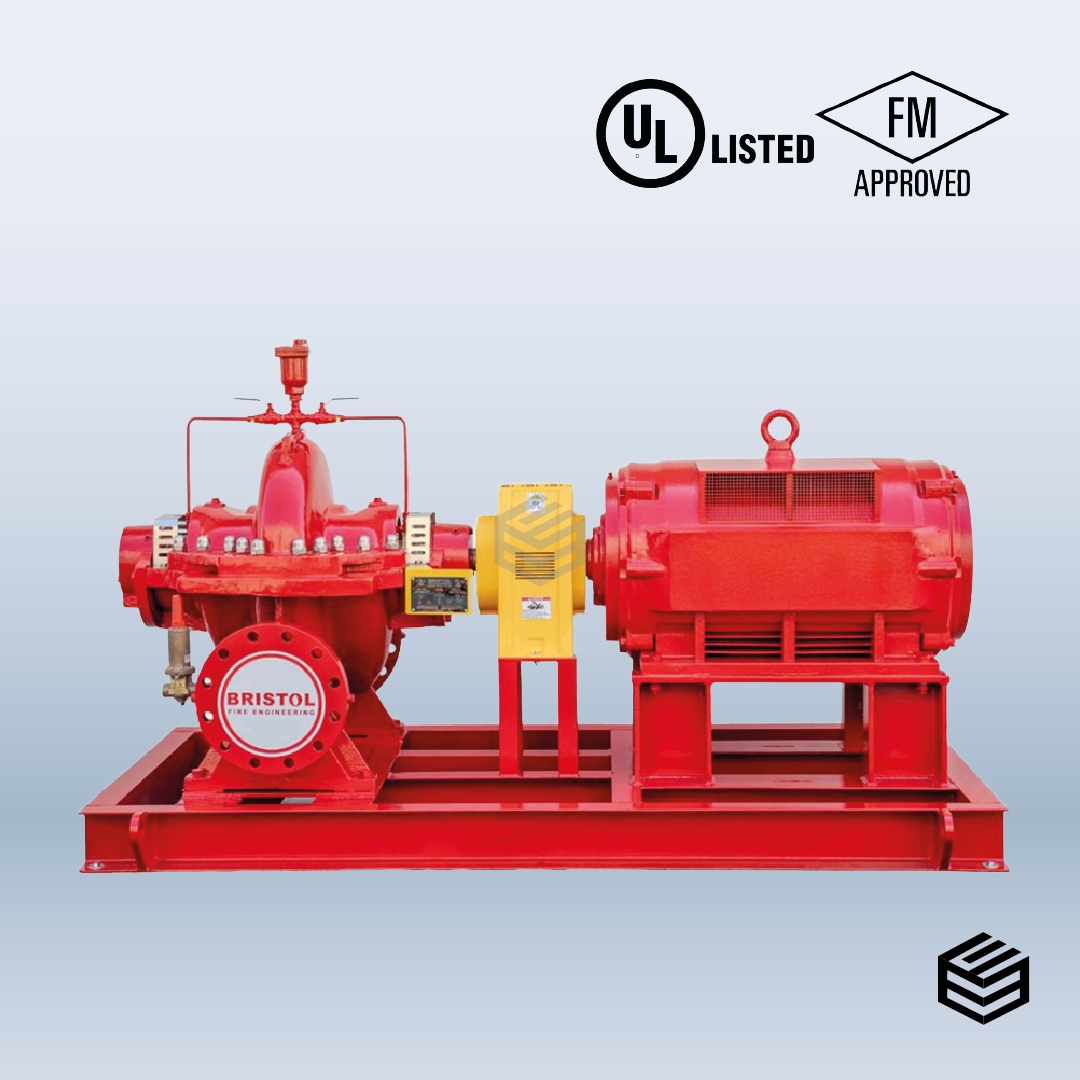
Split Case Fire Pump
A split case fire pump is a high-capacity centrifugal pump designed for reliable and continuous water supply in fire protection systems. It features a horizontally split casing, allowing easy access to internal components for maintenance without disturbing the piping system.These pumps use a double-suction impeller, which ensures balanced hydraulic performance, reduced vibration, and efficient operation even under high demand. Split case fire pumps are widely used in large industrial, commercial, and high-rise buildings where a stable and high flow rate is essential for fire hydrant and sprinkler systems.Known for their durability, efficiency, and ease of maintenance, split case fire pumps play a critical role in ensuring consistent pressure and dependable performance during fire emergencies.
Feature
• Capacity: 150 GPM to 3500 GPM
• Working Pressures: 88 to 335 PSI
• Volute Type Thru-Bore Casing
• Frame-Mounted Design
• Small Footprint Ideal for Retrofit
• Dynamically Balanced
• Double Suction Impeller
• Heavy Duty With Heavy Wall Thickness
• 100% Hydrostatic & performance Tested
Datasheets
- Bristol Pump Catatog ( Split Case)
- Bristol Catatog ( End Suction Case)
- Bristol Pump Catatog ( verticle Turbine)
- Lifeco Pump Catatog ( Split Case)
- Lifeco Pump Catatog ( End Suction Case)
- Lifeco Pump Catatog (Verticle Turbine)
Certificates
- Bristol Pump Catatog ( Split Case)
- Bristol Catatog ( End Suction Case)
- Bristol Pump Catatog ( verticle Turbine)
- Lifeco Pump Catatog ( Split Case)
- Lifeco Pump Catatog ( End Suction Case)
- Lifeco Pump Catatog (Verticle Turbine)

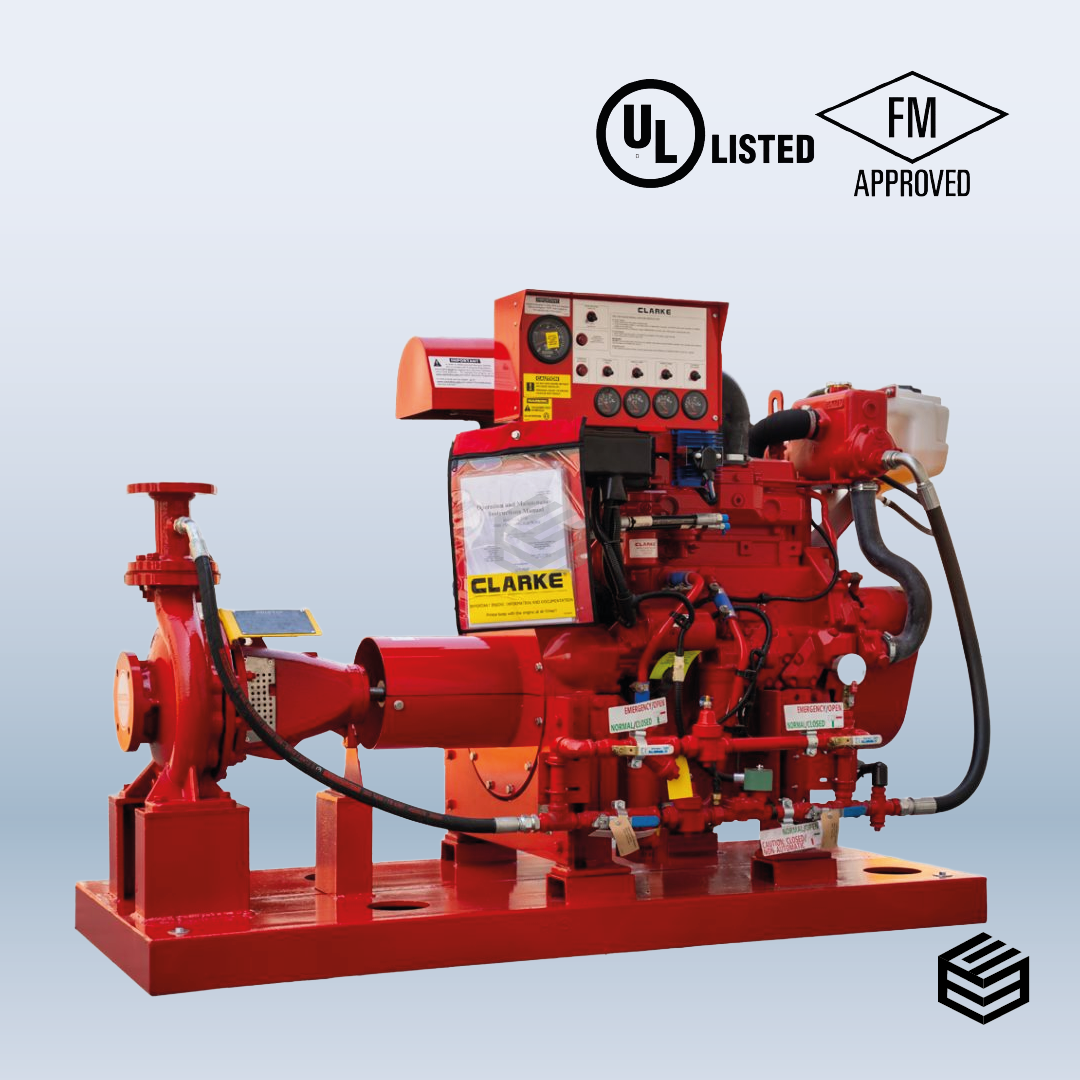
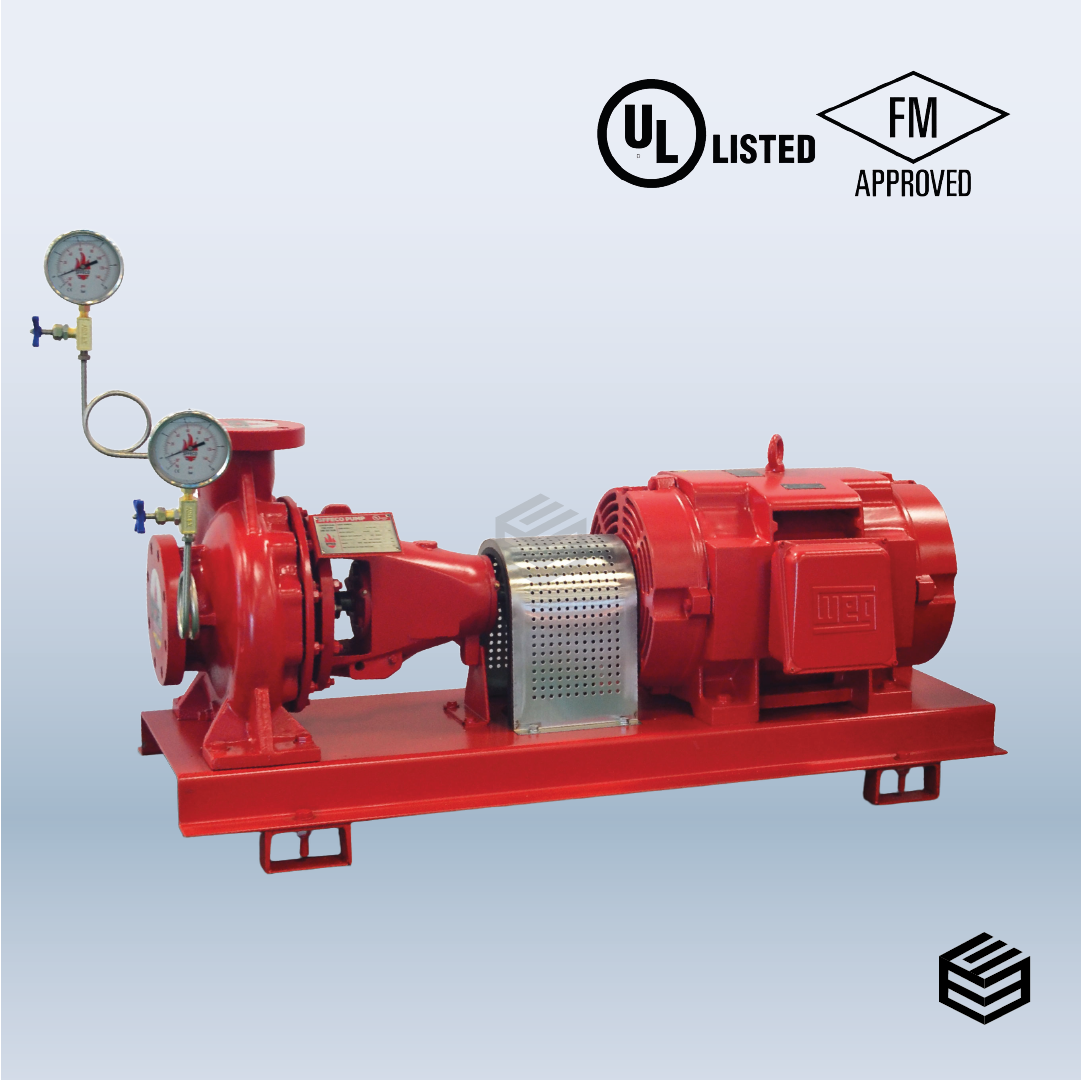
End Suction Fire Pump
An end suction fire pump is a compact and widely used centrifugal pump designed to supply water for fire protection systems. It draws water through a single inlet (suction) and discharges it through an outlet, making the design simple and efficient.These pumps are ideal for small to medium-sized buildings where space, cost, and ease of installation are important. End suction fire pumps are commonly used in fire hydrant and sprinkler systems to provide the required pressure and flow during fire emergencies.Known for their simplicity, reliability, and cost-effectiveness, end suction fire pumps are easy to maintain and operate, making them a practical choice for many fire safety applications.
Feature
• Capacity: 50 GPM to 1000 GPM
• Working Pressures: 60 to 234 PSI
• Speed: 2900,3000, AND 3500 RPM
• Compliance to NFPA 20 Design Requirements
• Wide Range of Flows and Pressures
• Available in Electric Motor and Diesel Engine driven configuration
• Hydrostatic and Certified Performance Tests
• Suitable for Commercial, Industrial and Buildings.
Datasheets
- Bristol Pump Catatog ( Split Case)
- Bristol Catatog ( End Suction Case)
- Bristol Pump Catatog ( verticle Turbine)
- Lifeco Pump Catatog ( Split Case)
- Lifeco Pump Catatog ( End Suction Case)
- Lifeco Pump Catatog (Verticle Turbine)
Certificates
- Bristol Pump Catatog ( Split Case)
- Bristol Catatog ( End Suction Case)
- Bristol Pump Catatog ( verticle Turbine)
- Lifeco Pump Catatog ( Split Case)
- Lifeco Pump Catatog ( End Suction Case)
- Lifeco Pump Catatog (Verticle Turbine)
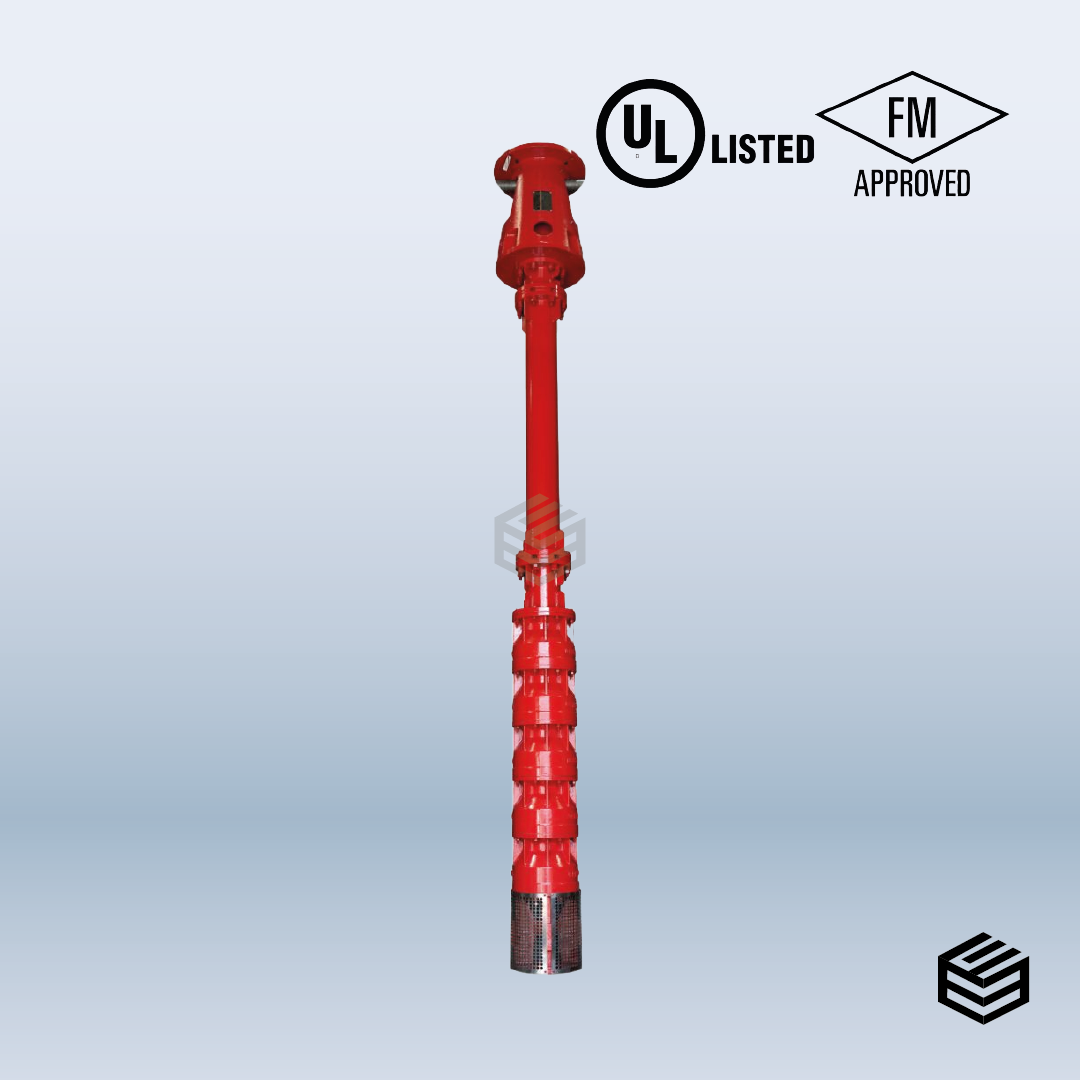
Vertical Turbine Fire Pump
A vertical turbine fire pump is a specialized centrifugal pump used when the water source is located below ground level, such as underground tanks, wells, or reservoirs. It is designed with a vertical shaft and multiple impellers that lift water upward efficiently to provide the required pressure for fire protection systems.These pumps are ideal for situations where suction lift is not possible with standard pumps. They are commonly used in large industrial facilities, commercial buildings, and areas where underground water sources are the primary supply.Known for their high efficiency, reliability, and ability to handle deep water sources, vertical turbine fire pumps ensure a continuous and dependable water supply during fire emergencies.
Feature
• Capacity: 200 GPM – 2000 GPM
• Pressures: 40 – 355 psi
• Maximum Working Pressures: 290 to 395 PSI
• Speed: 1480,1760, 2900,2980, 3000 RPM
• Dynamically Balanced Impeller extends bearing life and ensures smoother operation.
• Designed and built as per UL 448 AND NFPA20 for maximum reliability.
• Constructed in variety of metallurgies.
• Available in 50 Hz and 60 Hz.
• Drivers with gear boxes at electric and diesel speeds.
• Designed for easy maintenance without interfering with piping.
• Open line shaft, water lubricated construction for ease of maintenance.
• Self-Venting Design eliminates vapor lock and the need for automatic air release valve
Datasheets
- Bristol Pump Catatog ( Split Case)
- Bristol Catatog ( End Suction Case)
- Bristol Pump Catatog ( verticle Turbine)
- Lifeco Pump Catatog ( Split Case)
- Lifeco Pump Catatog ( End Suction Case)
- Lifeco Pump Catatog (Verticle Turbine)
Certificates
- Bristol Pump Catatog ( Split Case)
- Bristol Catatog ( End Suction Case)
- Bristol Pump Catatog ( verticle Turbine)
- Lifeco Pump Catatog ( Split Case)
- Lifeco Pump Catatog ( End Suction Case)
- Lifeco Pump Catatog (Verticle Turbine)
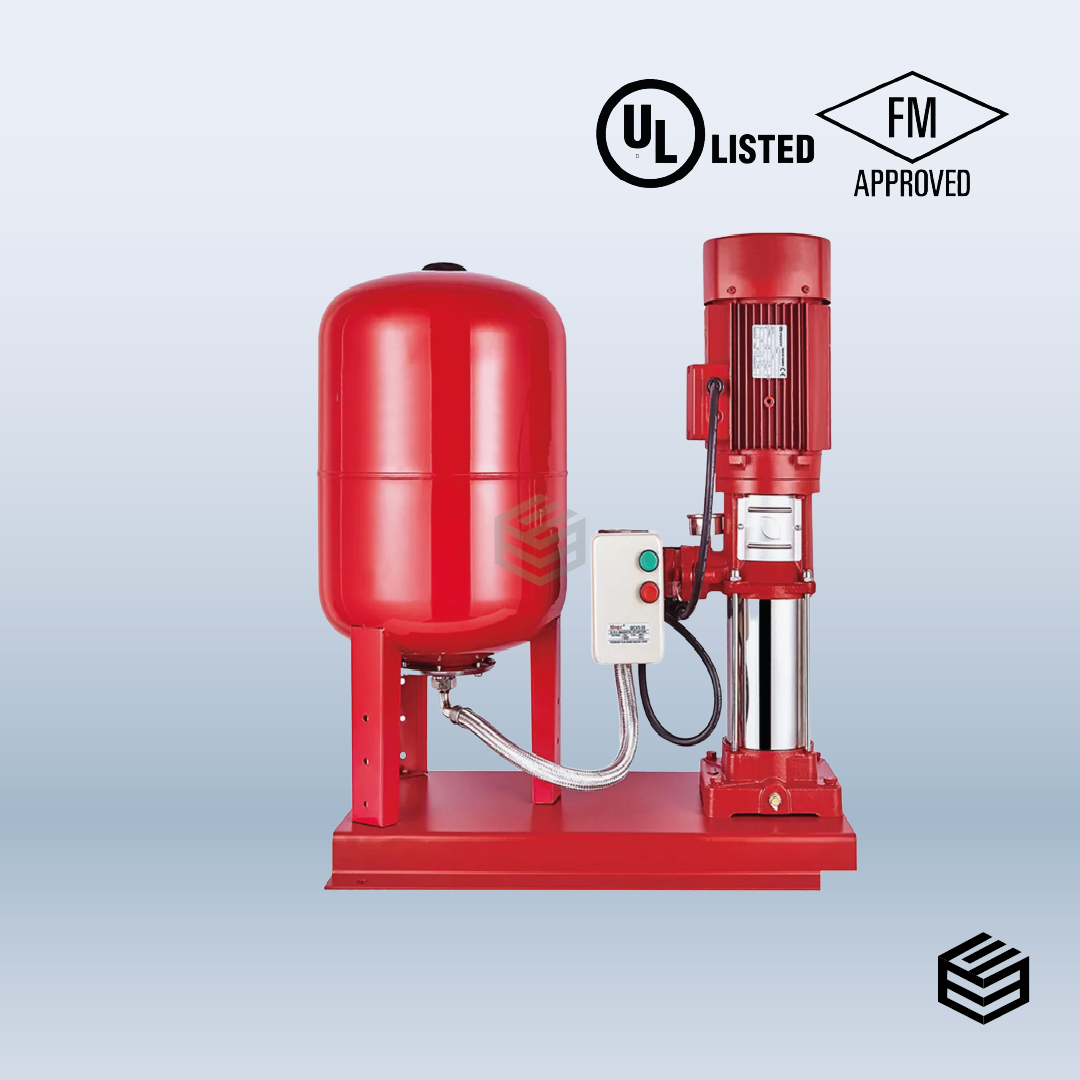
Jockey Pumps
The Vertical Multistage Pumps are a multipurpose pump suitable for a variety of different applications demanding reliable and cost efficient supply. It can be used for thin, non-explosive liquids, not containing solid particles. Handles various liquids from portable water to industrial liquids within a very wide temperature, flow and pressure scales
Feature
The motor is totally enclosed, fan-cooled, 2-pole with principal dimensions in accordance with the EN standards. The Electrical tolerances are according to EN 60034. Single phase motors have a built in thermal overload switch. Three phase motors from 3 kW and upwards have a built-in thermostat (PTC) according to DIN 44082.
• Aluminum Motor Casing
• Stainless steel parts• Tungsten Carbide/Graphite Mechanical seal
• IP55 Protection
Datasheets
- Bristol Pump Catatog ( Split Case)
- Bristol Catatog ( End Suction Case)
- Bristol Pump Catatog ( verticle Turbine)
- Lifeco Pump Catatog ( Split Case)
- Lifeco Pump Catatog ( End Suction Case)
- Lifeco Pump Catatog (Verticle Turbine)
Certificates
- Bristol Pump Catatog ( Split Case)
- Bristol Catatog ( End Suction Case)
- Bristol Pump Catatog ( verticle Turbine)
- Lifeco Pump Catatog ( Split Case)
- Lifeco Pump Catatog ( End Suction Case)
- Lifeco Pump Catatog (Verticle Turbine)
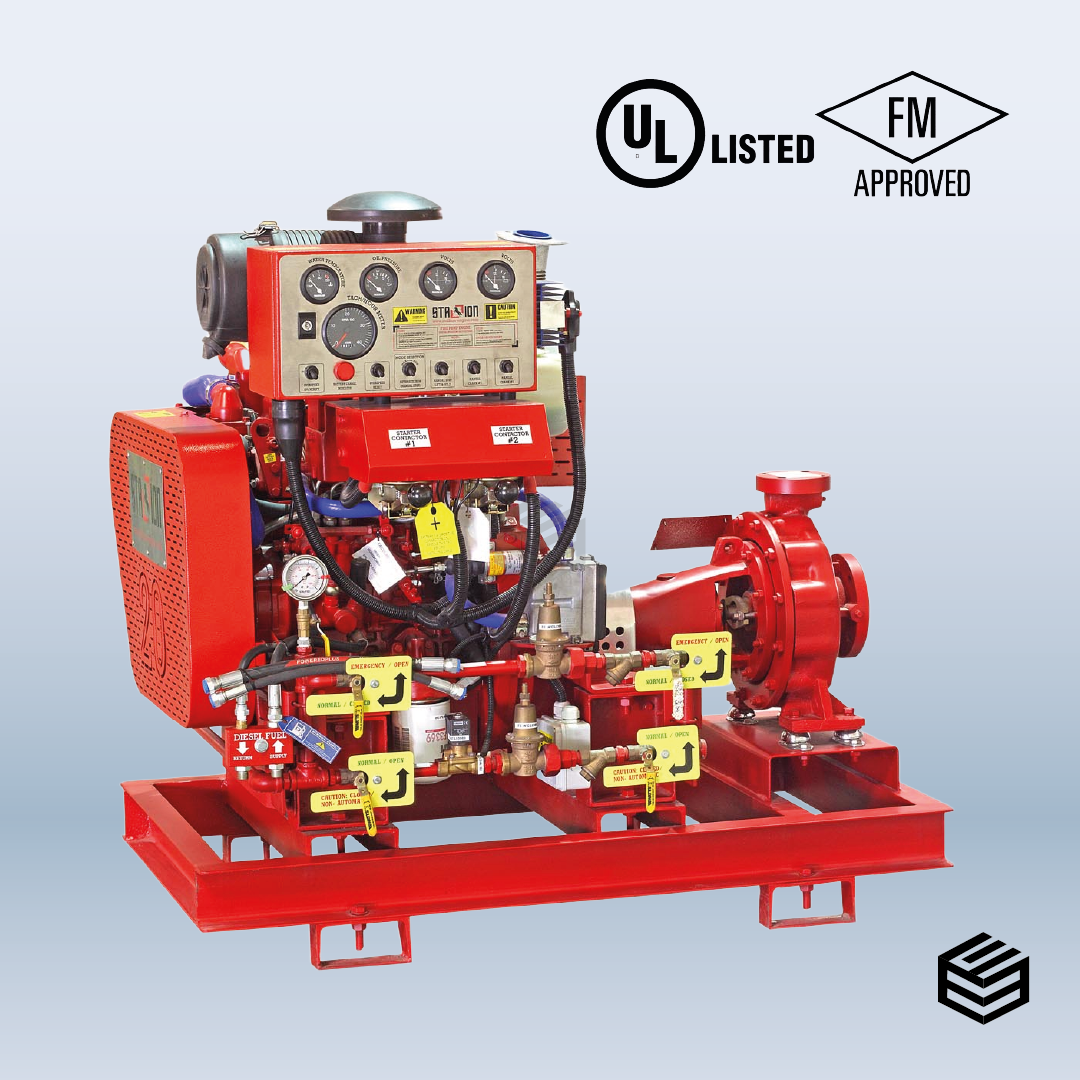
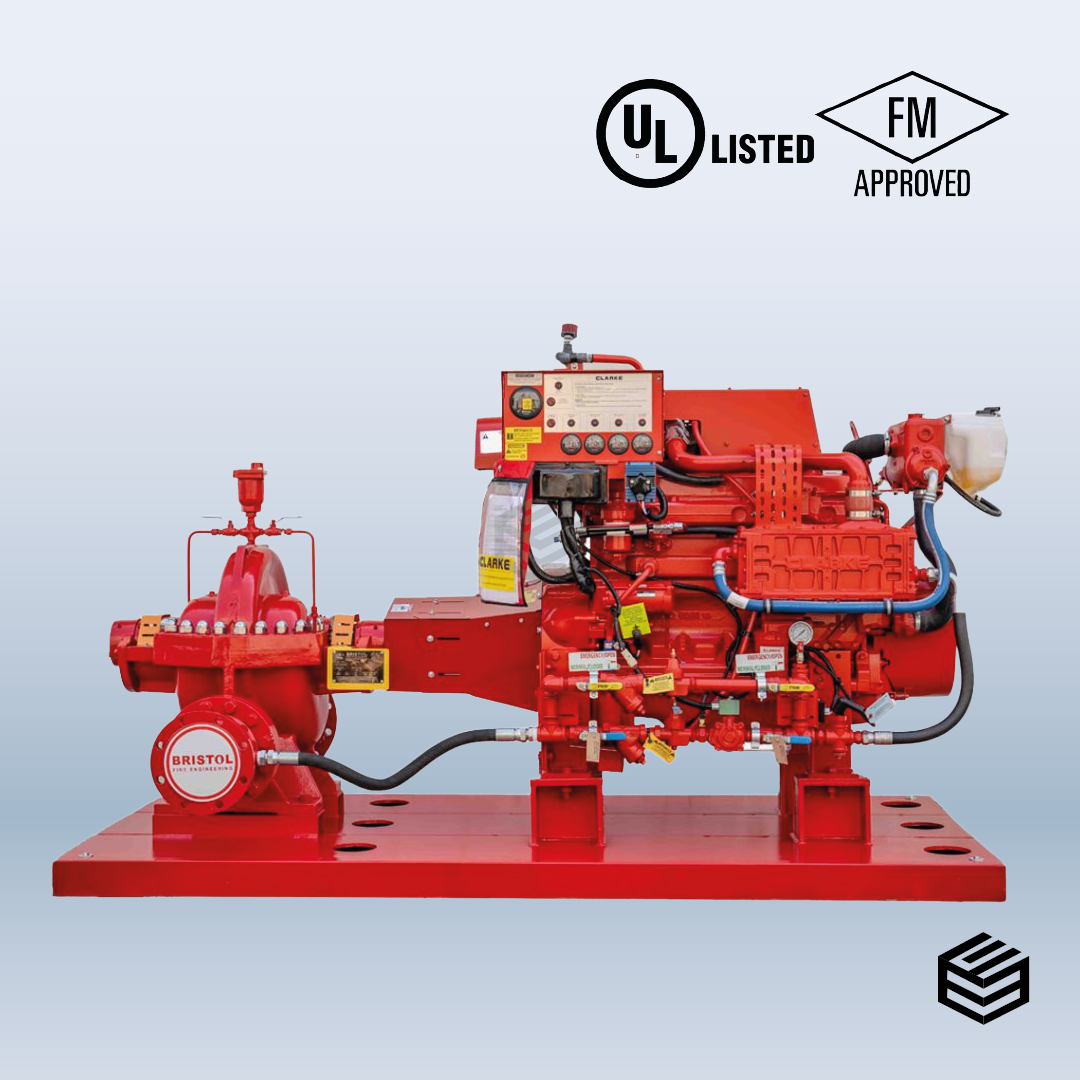
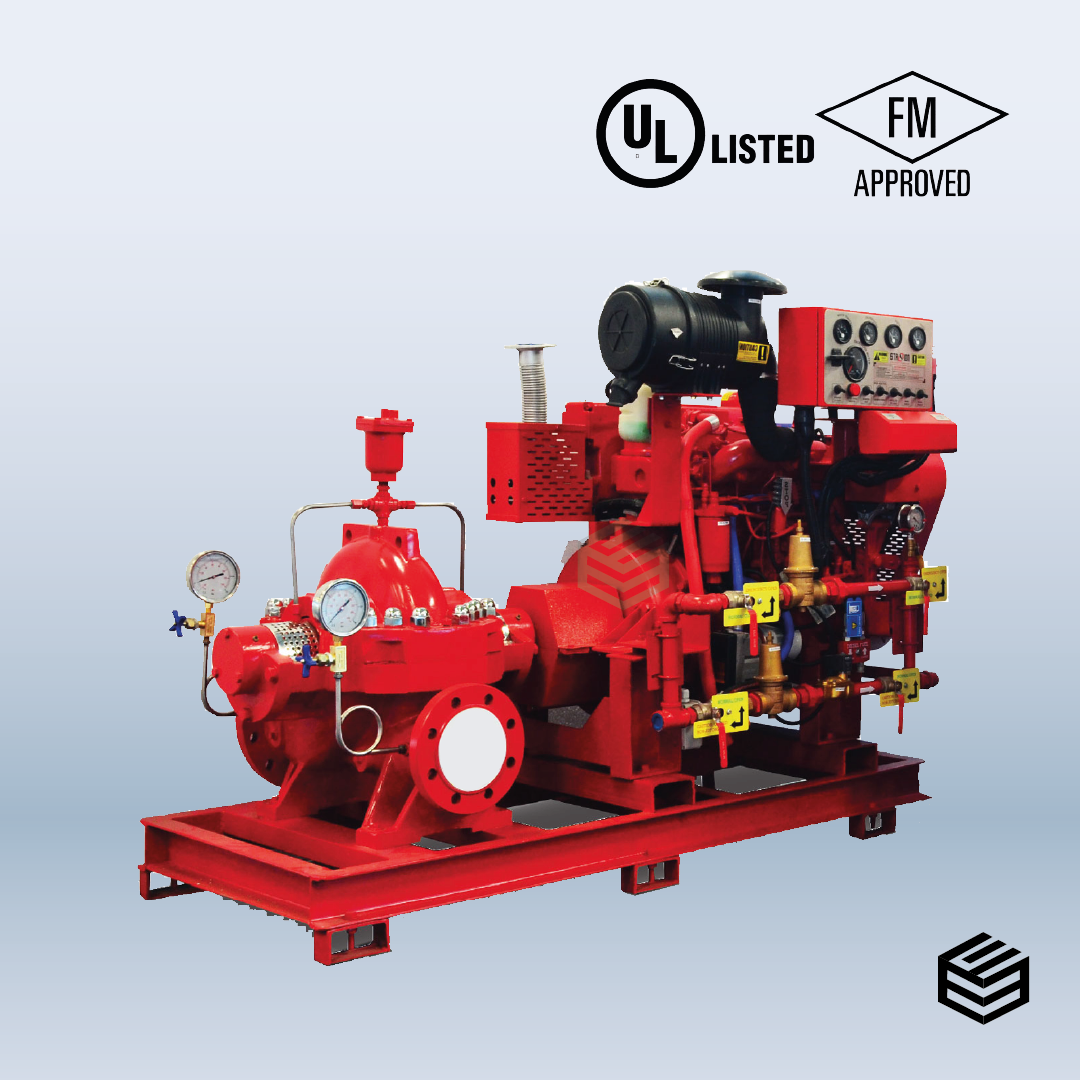
Diesel Engine
We provide reliable fire pump solutions including design, supply, installation, testing, and commissioning as per NFPA and BNBC standards. Our systems include electric, diesel, and jockey pumps to ensure adequate pressure and water flow for fire protection systems. We also offer testing, maintenance, and compliance support to ensure dependable performance during emergencies.
Feature
Diesel Engines have been around for a long time and are used for various purposes. Fire Fighting pumps requires specific and high performance engines to drive them. Black Stallion as a brand came into existence for the very reason and purpose to develop and manufacture diesel engines for fire pumps.
Datasheets
- Bristol Pump Catatog ( Split Case)
- Bristol Catatog ( End Suction Case)
- Bristol Pump Catatog ( verticle Turbine)
- Lifeco Pump Catatog ( Split Case)
- Lifeco Pump Catatog ( End Suction Case)
- Lifeco Pump Catatog (Verticle Turbine)
Certificates
- Bristol Pump Catatog ( Split Case)
- Bristol Catatog ( End Suction Case)
- Bristol Pump Catatog ( verticle Turbine)
- Lifeco Pump Catatog ( Split Case)
- Lifeco Pump Catatog ( End Suction Case)
- Lifeco Pump Catatog (Verticle Turbine)
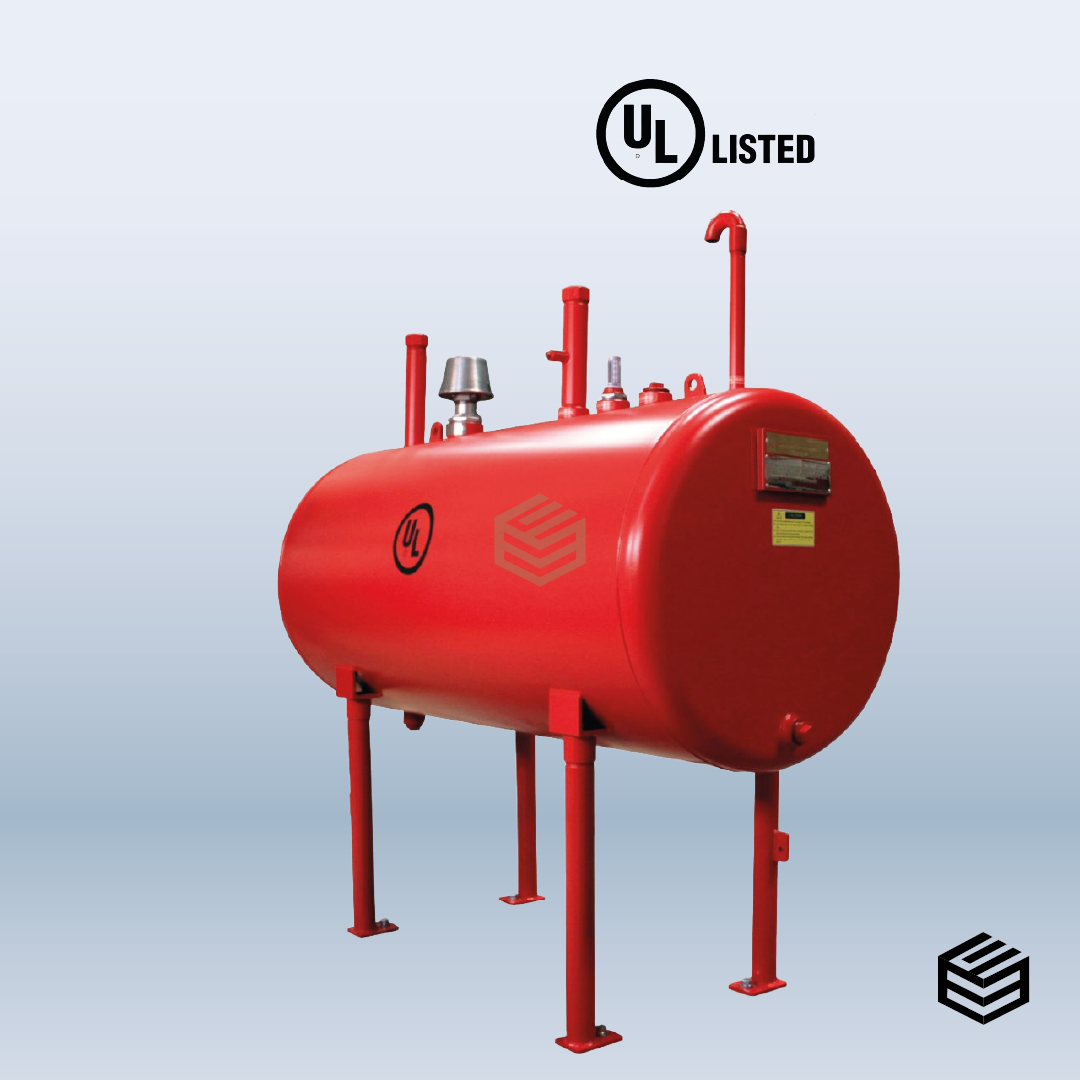
UL Diesel Tank
A UL Diesel Tank for Fire Pump is a specially designed fuel storage tank used to supply diesel to fire pump engines, ensuring reliable operation during emergencies. It is UL listed, meaning it meets strict safety and performance standards for fire protection applications. These tanks are typically made of durable steel with proper coating, equipped with fittings like level indicators, vents, fill connections, and leak protection features. They are designed to provide sufficient fuel capacity for continuous fire pump operation as required by fire safety standards, ensuring dependable performance when needed.
Feature
Elevate safety with our UL-certified diesel tanks, purpose-built for diesel engine-driven fire pumps. Count on our reliable solution to ensure optimal performance and compliance, securing your property with peace of mind
Datasheets
- Bristol Pump Catatog ( Split Case)
- Bristol Catatog ( End Suction Case)
- Bristol Pump Catatog ( verticle Turbine)
- Lifeco Pump Catatog ( Split Case)
- Lifeco Pump Catatog ( End Suction Case)
- Lifeco Pump Catatog (Verticle Turbine)
Certificates
- Bristol Pump Catatog ( Split Case)
- Bristol Catatog ( End Suction Case)
- Bristol Pump Catatog ( verticle Turbine)
- Lifeco Pump Catatog ( Split Case)
- Lifeco Pump Catatog ( End Suction Case)
- Lifeco Pump Catatog (Verticle Turbine)
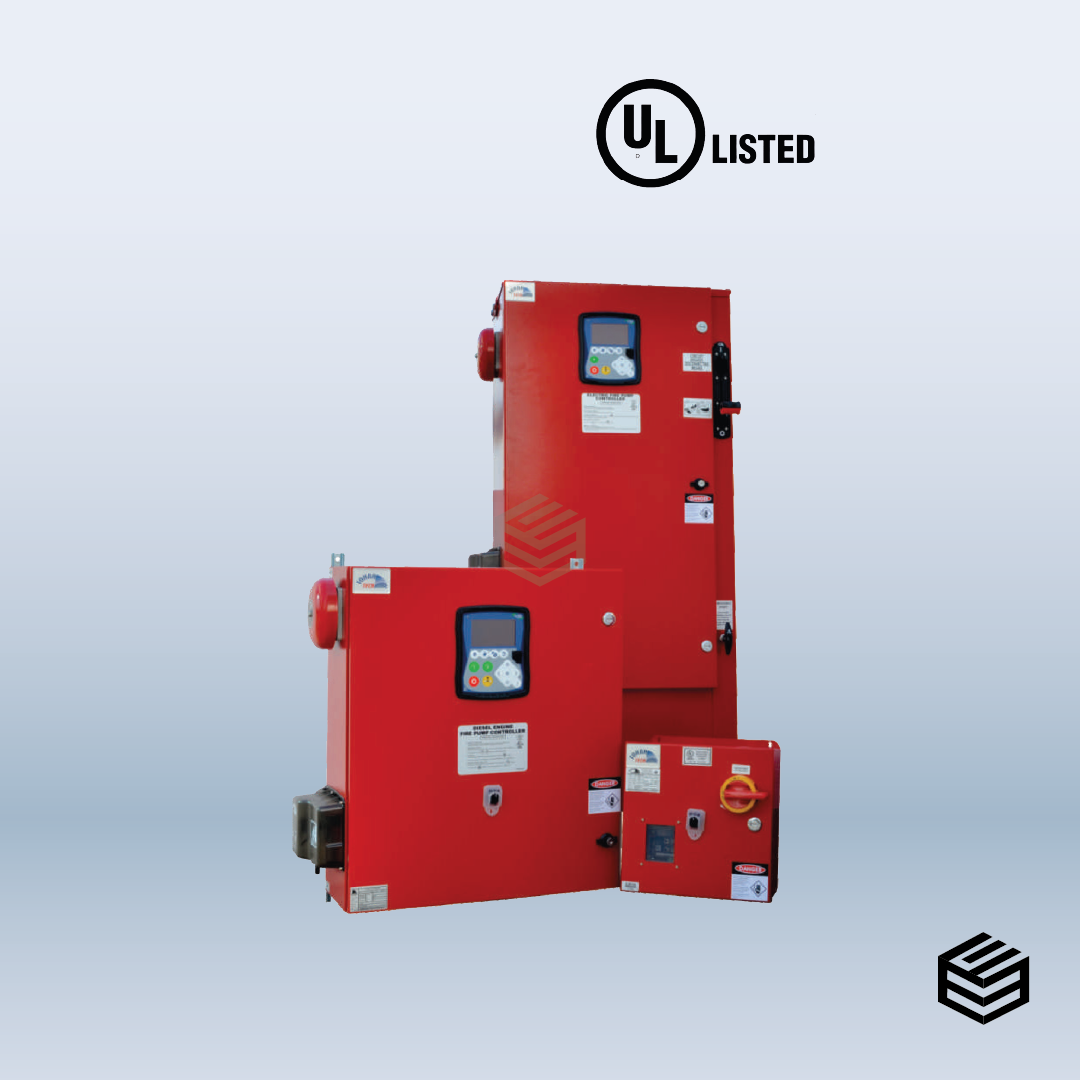
Fire Pump Controller
A Fire Pump Controller is an essential component of a fire protection system that automatically starts, monitors, and controls the operation of a fire pump during a fire emergency. It receives signals from pressure drops or fire alarm systems and activates the pump to maintain required water pressure and flow. The controller includes features like manual and automatic operation, alarm indications, power monitoring, and protection functions, ensuring reliable and continuous pump performance in compliance with fire safety standards.
Feature
Automatic & Manual Operation
Instant Pump Start on Pressure Drop
Alarm & Status Indication
Power & Fault Monitoring
Built-in Protection System
User-Friendly Control Panel
Reliable & Continuous Operation
Compliant with NFPA 20
Datasheets
- Bristol Pump Catatog ( Split Case)
- Bristol Catatog ( End Suction Case)
- Bristol Pump Catatog ( verticle Turbine)
- Lifeco Pump Catatog ( Split Case)
- Lifeco Pump Catatog ( End Suction Case)
- Lifeco Pump Catatog (Verticle Turbine)
Certificates
- Bristol Pump Catatog ( Split Case)
- Bristol Catatog ( End Suction Case)
- Bristol Pump Catatog ( verticle Turbine)
- Lifeco Pump Catatog ( Split Case)
- Lifeco Pump Catatog ( End Suction Case)
- Lifeco Pump Catatog (Verticle Turbine)
Fire Hydrant System Solutions in Bangladesh
Extensive Engineering & Service is a trusted provider of complete fire hydrant system solutions in Bangladesh, delivering reliable and compliant fire protection infrastructure for industrial, commercial, and residential facilities.Fire hydrant systems play a critical role in firefighting by ensuring an immediate and continuous water supply during emergencies. Our expert team specializes in the design, supply, installation, testing, and commissioning of fire hydrant systems in accordance with international standards such as NFPA and BNBC.We carefully plan hydrant placement, pipeline routing, and hydraulic calculations to ensure optimal water pressure and coverage across the facility. Our solutions are designed to meet the requirements of authorities such as RSC, FSCD, and DIFE. paragraph here
How Fire Hydrant System Works
Type your paragrapA fire hydrant system is connected to an underground water distribution network. In case of fire, firefighters connect hoses to the hydrant valve, which releases pressurized water instantly.The system is supported by fire pumps and water reservoirs to maintain adequate flow and pressure. Proper system design ensures quick response, effective fire suppression, and maximum safety.h here
Fire Hydrant Installation
We provide professional fire hydrant installation services with a focus on safety, compliance, and performance. Our team conducts detailed site surveys, hydraulic analysis, and system layout planning before installation.We ensure proper connection to underground pipelines, installation of hydrant pillars, valves, and accessories, and full system integration with fire pumps and water storage systems.Type your paragraph here
Fire Hydrant Maintenance & Testing
Regular maintenance is essential to ensure the reliability of fire hydrant systems. We offer complete inspection, testing, and maintenance services, including: Pressure & flow testing Valve operation check Leak detection Flushing & cleaning Compliance inspectionOur maintenance services ensure that your fire hydrant system remains fully operational and ready for emergencies at all times.
Why Choose Extensive Engineering & Service
Experienced fire safety engineering team NFPA & BNBC compliant design RSC / FSCD / DIFE support End-to-end solution (Design → Installation → Testing) Reliable and cost-effective service